
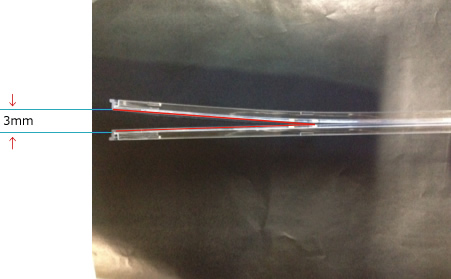
◆ソリ修正前

プラスチック成形品のそり・ねじれとは
プラスチック成形品が金型より取り出した後、製品が冷えていく際に収縮により曲がったり・ねじれたりする不良のひとつです。
反りの原因
・溶融樹脂の流れに起因するもの
・冷却不均一に起因するもの
等が主な原因です。
プラスチック樹脂を金型より取り出した際は表面は熱い為変形しやすい。
反りへの対策
3ミリのソリ不良の対策にチャレンジ!
・金型冷却回路の均一化
・射出成形での成形条件等の調整等を行い改善
(プラスチックを溶かす温度を高くする・プラスチック製品を金型の中で長く冷やす・・・など、具体的にどういう設定にするか?は弊社のノウハウです)
◆ソリ修正後

対策結果
改善前の樹脂製品はソリが3㎜の状態でしたが金型の冷却回路の見直しを行う事により均一に製品を冷やす事で安定しました。
3㎜のソリは0.1mm以下で安定しました。